


不干胶UL贴纸印刷技术之圆压圆模切工艺控制
添加时间:2015-03-29 12:14:49 查看: 次
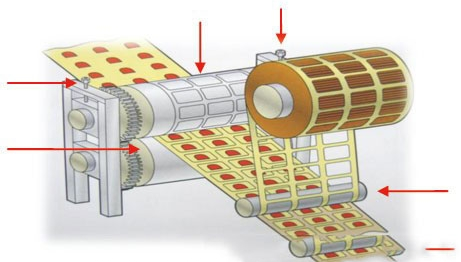
圆压圆模切的关键是刀版辊与承压辊要平行,运行过程中不能有跳动。
无论是磁性刀版还是实芯刀,刀版制造都要由待模切的不干胶底纸厚度(含硅油层)来决定。将刀辊安装在机器上时,必须让刀辊两边的辊肩与机器上的对应位置保持清洁,并滴上适量润滑油。均衡调整两边压紧螺栓,使刀辊在运行中没有明显跳动。
不要试图通过过分调紧两边的压紧螺栓来增加模切压力!过分调紧压紧螺栓是不能增加模切深度的,反而会使辊肩的压力变大,机器运转受阻,增大了摩擦系数,使辊肩过早磨损,导致刀辊在运行中跳动。
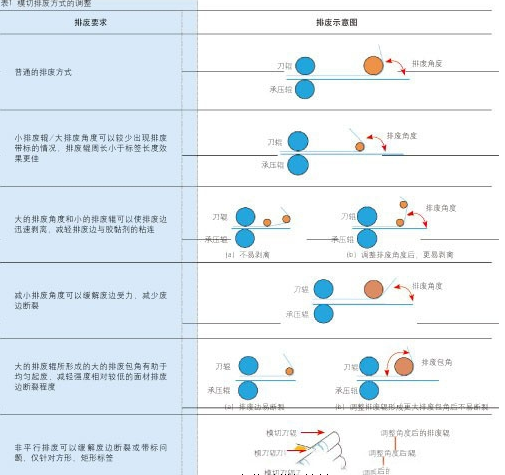
模切刀与排废角度的调整也是很关键的,具体调整如表1所示。
圆压圆排废断边问题解析
(1)面材没有完全切断。模切深度不够,或者没有将所有模切刀的高度都调整在同一水平面,使得部分面材没有完全切断。排废时,没有完全切断的UL贴纸面材与排废边连在一起而被扯断。
(2)排废边太窄,与UL贴纸周长不成比例。排废边宽窄的设置与UL贴纸的大小关系密切。例如,药品UL贴纸的尺寸相对比较小,排废边的宽度为1.5mm是合适的,而油桶UL贴纸的排废边设置成1.5mm就不合适了。因为UL贴纸面积越大,排废边的长度就越长,剥离时的阻力就越大,排废边太窄就容易断。
(3)MD方向(走纸方向)的排废边宽度小于CD方向(轴向)的排废边宽度。排废时,靠MD方向的排废边为主动力来拉扯CD方向的排废边进行排废,所以,如果MD方向的排废边宽度小于CD方向的排废边,就容易断边。
(4)UL贴纸四角为直角。UL贴纸四角直角处的排废边模切对实际已经受损,排废边的断口往往起源于此,因此,方形或者长方形UL贴纸的四个角应该尽量设计成弧形的。UL贴纸角小于0.5mm的半径弧度一般能够被客户接受,更何况弧度越大的UL贴纸在自动贴标机上贴标越顺畅。

(5)模切刀存在缺口。模切刀某些部位有缺口或者头尾接头部位有缝隙,会造成对应部位面材没有被充分切断,在排废时增加了排废边的拉扯力而断裂。
(6)面材失水。在印刷加工过程中,过度干燥会使面材失水变脆卷曲,在模切排废时排废边容易断裂。面材过度干燥失水导致面材与底纸一同明显卷曲的现象,在印刷后模切前都能够观察到。
(7)排废角度太大。排废角度太大(虽然有时因为排废带标需要调整排废角度)会使排废边受力增大,容易拉断。
(8)材料剥离力太大。材料剥离力太大会使面材与底纸分离困难,造成排废时排废边容易拉断。
(9)边缘无硅或者点状无硅。不干胶材料在涂布之后分成小卷前,必须将大卷的两端各分切掉一部分。这样做的目的是去除材料边缘胶黏剂或硅油不均匀部分,以确保其有效尺寸内胶黏剂、硅油涂布量正常而且涂布均匀。但有些因为客户的特殊要求而分切出的超出正常有效尺寸的小卷不干胶材料,偶尔会有边缘无硅、多硅、少硅和点状无硅的情况出现。无硅部分的胶黏剂会与底纸牢牢粘连在一起;而少硅则会增加面材和底纸的剥离力,排废边容易被拉断。
(10)模切过深,切穿硅油层,切伤底纸。模切时,如果硅油层被切穿,会造成模切部位的胶黏剂与底纸粘连,增加了排废边与底纸的剥离力,导致排废时断裂。
(11)不干胶料卷端面有缺陷。常见缺陷有分切产生的毛边、磕碰造成的卷边缺口,以及边缘的小裂口。分切不当产生毛边的材料,实际上边缘已出现无数小缺口,如图2所示,排废时排废边很容易从缺口、裂口处被拉断。
(12)UL贴纸形状过于复杂,且尺寸小,拼排数量多。这样的UL贴纸排列会使得排废边长度变得很长、很复杂,排废时增加了排废边的拉扯力,造成拉断。


